
面議

面議

面議
面議

面議
面議

面議
面議

面議

面議

面議
| 品牌日本遠州 | 有效期至長期有效 | 最后更新2023-11-28 12:50 |
| XY軸行程400*300mm | Z軸行程255mm | 型號α-C400iB |
| 瀏覽次數783 |
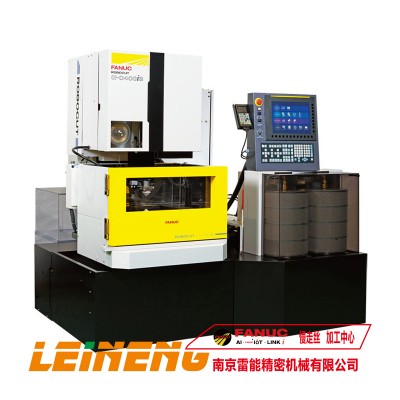
發那科慢走絲--日本原裝發那科慢走絲(FANUC慢走絲線切割機)
發那科(FANUC)自一九七五年開始生產慢走絲線切割機(FANUC WEDM)以來,經過數十年不間斷的技術更新,發那科(FANUC)已成為世界*進線切割機床生產廠家之一。發那科慢走絲線切割機(FANUC WEDM)以高速度、高精度、高可靠性、低成本維護及智能化享譽業內,被廣泛應用于模具,醫療和超硬材料制造行業,在日本、歐美、東南亞具有很高的市場占有率。
發那科慢走絲(FANUC慢走絲)型號:α-C400iB、α-C600iB、α-C800iB、發那科慢走絲所有機型均為日本原裝進口,所有機型提供36個月保修。配合FANUC系統、溫度補償、固定料芯、三維坐標旋轉、自動穿絲、實現高品位切割加工。
一、設備的型號、規格、參數及性能
1、 設備的主要技術參數:
設備型號 α-C400iB α-C600iB α-C800iB
設備規格 400mm×300mm 600mm×400mm 800mm×600mm
工作臺 尺寸 626mm×441mm 898mm×620mm 1132mm×820mm
承載 500Kg 1000Kg 2000Kg
行程 X軸 400mm 600mm 800mm
Y軸 300mm 400mm 600mm
Z軸 255mm 310mm 310mm
斜度 ±30°/80mm ±30°/150mm ±30°/150mm
錐度行程 U軸 ±60mm ±100mm ±100mm
V軸 ±60mm ±100mm ±100mm
2、 設備的主要技術參
(A) **切割效率:330mm2/min
(B) 機床消耗功率:13KVA ;
(C) 電極絲直徑:Ф0.10~Ф0.30mm;
(D) 走絲速度:<15 M/min ;
(E) **粗糙度:Ra≤0.19μm;
(F) 精度(按JIS標準):
X軸的定位精度:±0.005mm ;
X軸的重復定位精度:±0.002mm ;
Y軸的定位精度:±0.005mm ;
Y軸的重復定位精度:±0.002mm ;
U、V軸的定位精度:±0.005mm ;
U、V軸的重復定位精度:±0.003mm ;
(G) 高速自動穿線AWF功能(10秒循環,0.10細線可自動穿線)
上述精度指標的校準已在日本工廠完成,以日本工廠出具的出廠精度報告為準。
PCD制造技術
制造過程
PCD刀具的制造過程主要包括兩個階段:
①PCD復合片的制造:PCD復合片是由天然或人工合成的金剛石粉末與結合劑(其中含鈷、鎳等金屬)按一定比例在高溫(1000~2000℃)、高壓(5~10萬個大氣壓)下燒結而成。在燒結過程中,由于結合劑的加入,使金剛石晶體間形成以TiC、SiC、Fe、Co、Ni等為主要成分的結合橋,金剛石晶體以共價鍵形式鑲嵌于結合橋的骨架中。通常將復合片制成固定直徑和厚度的圓盤,還需對燒結成的復合片進行研磨拋光及其它相應的物理、化學處理。
②PCD刀片的加工:PCD刀片的加工主要包括復合片的切割、刀片的焊接、刀片刃磨等步驟。
切割工藝
由于PCD復合片具有很高的硬度及耐磨性,因此必須采用特殊的加工工藝。加工PCD復合片主要采用電火花線切割、激光加工、超聲波加工、高壓水射流等幾種工藝方法,其工藝特點的比較。
PCD復合片切割工藝的比較:
工藝方法-工藝特點
電火花加工-高度集中的脈沖放電能量、強大的放電**力使PCD材料中的金屬融化,部分金剛石石墨化和氧化,部分金剛石脫落,工藝性好、效率高
超聲波加工-加工效率低,金剛石微粉消耗大,粉塵污染大
激光加工-非接觸加工,效率高、加工變形小、工藝性差
在上述加工方法中,電火花加工效果較佳。PCD中結合橋的存在使電火花加工復合片成為可能。在有工作液的條件下,利用脈沖電壓使靠近電極金屬處的工作液形成放電通道,并在局部產生放電火花,瞬間高溫可使聚晶金剛石熔化、脫落,從而形成所要求的三角形、長方形或正方形的刀頭毛坯。電火花加工PCD復合片的效率及表面質量受到切削速度、PCD粒度、層厚和電極質量等因素的影響,其中切削速度的合理選擇十分關鍵,實驗表明,增大切削速度會降低加工表面質量,而切削速度過低則會產生\"拱絲\"現象,并降低切割效率。增加PCD刀片厚度也會降低切割速度。





面議
面議

面議

面議

面議

面議
¥13900.00/臺
面議
面議
¥39000.00/臺


壓鑄網
微信掃描關注
 客服熱線:
客服熱線:








&tel=13952046888&work=025-85565899&email=sales@nanjingln.com&org=南京雷能精密機械有限公司&adr=南京市棲霞區峯匯中心7幢1118室&url=http://www.55fxb9d.cn/index.php?homepage=njlnjj)

